اثرات اجرای TPM روی بهره وری کلی تجهیزات OEE قسمت دوم
نحوه محاسبه OEE :
برای محاسبه OEE متدهای متفاوت و وسیعی وجود دارد که ممکن است از شرکتی به شرکت دیگر متغیر باشد و نحوه جمع آوری اطلاعات و استانداردهای آنها نیز متفاوت باشند. در این مقاله خواهم کوشید تا یک متد مضالطرفینی را ارائه و با دو مثال که یکی با اعداد تئوریک و برای یک کارخانه قطعه سازی است و مثال دوم یک مثال واقعی از محاسبه OEE برای کوره دوار در سیمان مازندران واقع در شهرستان نکا ( ۲۰ کیلومتری شرق ساری) میباشد. در این مثال دشواری کار برای محاسبه در یک مورد واقعی با پروسه تولید پیوسته را نشان خواهم داد. لازم به یاد آوری است که این کار برای اولین بار در این کارخانه انجام شده و نتایج خیره کننده ای به همراه داشت.
برای شروع محاسبه باید ابتدا پارامترهای زیر را محاسبه کرد.
۱-قابلیت در دسترس پذیری(availability)
۲-بازده اجرایی(performance efficiency)
۳-میزان کیفیت محصولات (Rate of quality product)
۱-availability
برای محاسبه availability باید زمان زمان کارکرد واقعی دستگاه در روز را جمع آوری کنیم همچنین زمان اسمی کار دستگاه در روز را نیز باید بدست آورد ( برای مثال اگر دستگاهی یک یک شیفت در روز را کار کند زمان loading time آن هشت ساعت خواهد بود.) در این مورد همکاری بین اوپراتور و واحد نت کاملا الزامی است تا اطلاعات درستی جمع آوری شود.
Availability = (operating time / loading k time) = ((loading time – downK time) / loadingK time)
نکته:
برای محاسبه loading time که در واقع ساعت کاری اسمی کارخانه در روز میباشد باید زمان توقفات برنامه ریزی شده را (planned downtime) را از زمان واقعی هر شیفت کاری کم کرد. این بدان معناست که توقفات استاندارد با برنامه موجب کاهش availability نمی شود.
مثال کارخانه قطعه سازی:
فرض کنید که شیفت کاری ماشینی ۱۶ ساعت در روز باشد اگر مقدار توقف برنامه ریزی شده این ماشین ۴۰ دقیقه باشد و مجموع توقفات دیگر آن شامل ۱۲۰ دقیقه توقف باشد. آنگاه
Availability = (((960-40)-120)/960)*100 = ۸۳%
اثرات اجرای TPM روی بهره وری کلی تجهیزات OEE قسمت اول
مثال عملی ازکوره دوار سیمان مازندران برای فروردین ماه ۸۶:
این کوره مانند همه انواع دیگر کوره های سیمان تولیدی پیوسته و ۲۴ ساعت در روز دارد. برای بدست آوردن یک عدد دقیق که نوسان کمتری داشته باشد این امر را برای بازه یک ماهه(۳۱ روزه) در نظر گرفتیم.
| تاریخ | ساعت توقف | مدت توقف | علت توقف | تولید روزانه کلینکر |
| ۱/۱//۸۶ | – | – | – | ۲۰۱۰ |
| ۲/۱/۱۹۸۶ | ۵۰/۱۸-۴۰/۱۷ ۵۵/۱۹-۵۰/۱۸ | ۱۳۵دقیقه | قطع مشعل شکستن بازوی فلپ | ۱۹۰۰ |
| ۳/۱/۱۹۸۶ | – | – | – | ۲۰۸۰ |
| ۴/۱/۱۹۸۶ | – | – | – | ۲۰۶۰ |
| ۵/۱/۱۹۸۶ | – | – | – | ۲۰۷۰ |
| ۶/۱/۱۹۸۶ | – | – | – | ۲۰۶۰ |
| ۷/۱/۱۹۸۶ | – | – | – | ۲۰۸۰ |
| ۸/۱/۱۹۸۶ | – | – | – | ۲۰۷۰ |
| ۹/۱/۱۹۸۶ | – | – | – | ۲۰۵۰ |
| ۱۰/۱/۱۹۸۶ | – | – | – | ۲۰۴۰ |
| ۱۱/۱/۱۹۸۶ | تعمیرات اساسی | تعمیرات اساسی | تعمیرات اساسی | ۰ |
| ۱۲/۱/۱۹۸۶ | تعمیرات اساسی | تعمیرات اساسی | تعمیرات اساسی | ۰ |
| ۱۳/۱/۸۶ | تعمیرات اساسی | تعمیرات اساسی | تعمیرات اساسی | ۰ |
| ۱۴/۱/۸۶ | – | – | – | ۲۰۰۰ |
| ۱۵/۱/۸۶ | – | – | – | ۲۰۴۰ |
| ۱۶/۱/۸۶ | – | – | – | ۲۰۵۰ |
| ۱۷/۱/۸۶ | – | – | – | ۲۰۶۰ |
| ۱۸/۱/۸۶ | – | – | – | ۲۰۲۰ |
| ۱۹/۱/۸۶ | ۲۵/۲۰-۱۰/۹ | ۷۵ دقیقه | لرزش میل فن | ۹۰۰ |
| ۲۰/۱/۸۶ | – | – | – | ۲۰۱۰ |
| ۲۱/۱/۸۶ | – | – | – | ۲۰۲۰ |
| ۲۲/۱/۸۶ | ۴۰/۲۳-۱۵/۲۳ ۴۰/۵-۲۵/۵ | ۴۰دقیقه | باند آموند ضربه برق | ۱۹۲۰ |
| ۲۳/۱/۸۶ | – | – | – | ۲۰۳۰ |
| ۲۴/۱/۸۶ | – | – | – | ۲۰۲۰ |
| ۲۵/۱/۸۶ | – | – | – | ۲۰۴۰ |
| ۲۶/۱/۸۶ | – | – | – | ۲۰۵۰ |
| ۲۷/۱/۸۶ | – | – | – | ۲۰۴۰ |
| ۲۸/۱/۸۶ | – | – | – | ۲۰۵۰ |
| ۲۹/۱/۸۶ | ۲۵/۵-۱۰/۵ | ۱۵دقیقه | باند زیر کوره | ۲۰۰۰ |
| ۳۰/۱/۸۶ | – | – | – | ۲۰۵۰ |
| ۳۱/۱/۸۶ | – | – | – | ۲۰۶۰ |
| ۲۶۵دقیقه | مجموع | ۵۵۷۸۰ | ||
| میزان تولید در این ماه: ۵۷۰۰۰ | ||||
فرم آنالیز روزانه کوره دوار سیمان مازندران در فروردین ماه ۸۶
۲۴×۶۰×۳۱=۴۴۶۴۰ دقیقه
مدت توقف برنامه ریزی شده ما در این ماه سه روز بود.
Loading time = 44640-(24×۶۰×۳) =۴۰۳۲۰ دقیقه
Down time=135+75+40+15=265 دقیقه
Operation time= 40320-256=40064
Availability = ((40320-256))/40320)*100 = ۹۹%
ضرورت دقت در جمع آوری اطلاعات:
همانطور که در مثالها میتوان دید جمع آوری درست اطلاعات از ضرورت بالایی برخوردار است زیرا دیده شده که بعضی مدیران زمانی را که پرسنل برای جمع آوری اطلاعات صرف میکنند را بعنوان زمان هدر رفته تلقی میکنند و آنرا مورد بی توجهی و اعتراض قرار می دهند. چنین مدیرانی شاید نسبت به اهمیت تعیین دقیق Availability آگاهی کافی را نداشته باشند.
از طرفی برخی شرکتها برای تعیین داده های مربوط به توقفات این آمار ها را برای زیر ۲۰ و یا ۱۰ دقیقه روند می کنند ویا اساسا مقدار توقفات زیر ۱۰ یا ۲۰ دقیقه را به حساب نمی آورند که این کار نیز موجب خطای محاسبه در تعیینOEE خواهد شد. حتی اگر از تاثیر آن روی OEE هم صرفنظر کنیم خود عامل تعداد توقفات روی عوامل دیگر موثر در هزینه کارخانه تاثیر می گذارد. برای اثبات این مدعا به رابطه بین تعداد توقفات و میزان مصرف سوخت فسیلی در کوره سیمان مازندران توجه فرمایید.
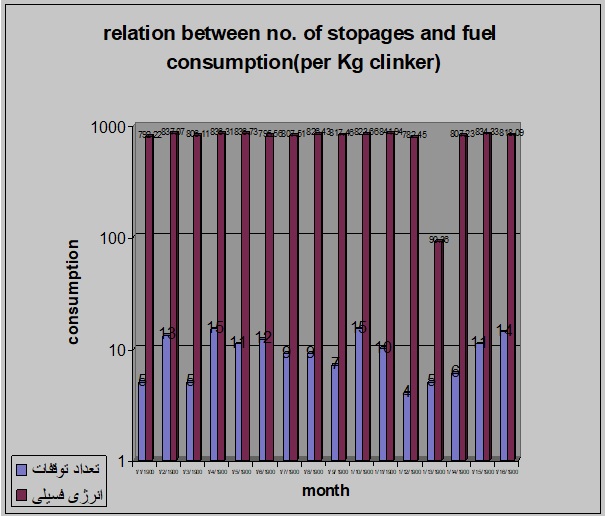
همانطور که در شکل نیز میتوان دید با افزایش تعداد توقفات میزان مصرف نیز افزایش می یابد و بالعکس.ولذا محاسبه کلیه توقفات حتی آنهایی که زمان کمی زیر ۲۰ دقیقه دارند موجب دقت در یافتن آمار درست و گزارشات درست تر از وضعیت تجهیزات خواهد شد. پیشنهاد نمی شود که سطح دقت را به ثانیه افزایش دهیم ولیکن بر اساس دقیقه الزامی است.
دلایل اهمیت رکورد گیری درست را میتوان اینچنین بیان کرد:
ما باید یک رکورد کاری تجهیزات درست داشته باشیم تا بتوانیم مدیریت و کنترل دقیق تری روی تجهیزات داشته باشیم.
ما باید یک مقیاس درستی را برای اندازه گیری در شرایط کاری متفاوت دستگاه بدست آوریم.
محاسبه Availability لازم ولی ناکافی:
برای محاسبه عملکرد یک دستگاه تنها محاسبه Availability کافی نمی باشد. همانطور که میدانیم کاهش و یا افزایش پارامتر Availability تنها برای اندازه گیری تلفات down time است که شامل breakdown losses و setup and adjustment losses است و دیگر ضایعات از مجموعه ۶ big losses با این پارامتر قابل اندازه گیری نیست.
برای محاسبه کلیه پارامترها و لحاظ کردن آنها فرمول OEE بکار میرود.
اثرات اجرای TPM روی بهره وری کلی تجهیزات OEE قسمت اول
OEE= Availability× Performance efficiency× rate of quality
بازده اجرا (performance efficiency) :
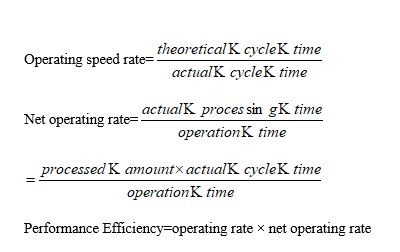
بازده اجرایی حاصلضرب نرخ سرعت کار(operating speed rate) در نرخ خالص کار(net operating rate) می باشد. در واقع بازده اجرایی نشان دهنده اختلاف بین سرعت ایده ال تولید( بر مبنای ظرفیت اسمی تولید) و سرعت واقعی آن است.
میزان کیفیت محصولات(Rate of quality product)
این پارامتر با گرفتن آمار درست از میزان خروجی محصولات معیوب بدست می آید نکته قابل ذکر در این مورد اینست که ما مبنای کار را برای تعیین OEE در چه سطحی انتخاب کرده ایم زیرا همانطور که میدانیم میتوان کار نگهداری و تعمیرات را برچهار مبنای زیر محاسبه کرد.
- plan
- system
- equipment
- component
بسته به انتخاب ما محصول از این چهار مورد بایدکیفیت خروجی بعد از این مرحله را انتخاب کرد. برای مثال اگر مبنای محاسبه ما یک سیستم که مجموعه ای از چند تجهیز است باشد، باید محصول خروجی آنرا به عنوان محصول نهایی استفاده کرد زیرا آن سیستم به عنوان فروشنده برای سیستم بعدی و سیستم بعدی به عنوان خریدار می باشد.
Operating speed rate = (0.5/0.8) * 100 = 62.5%
در صورتیکه تعداد تولید ما ۴۰۰ عدد و زمان کاری ۴۰۰ دقیقه باشد
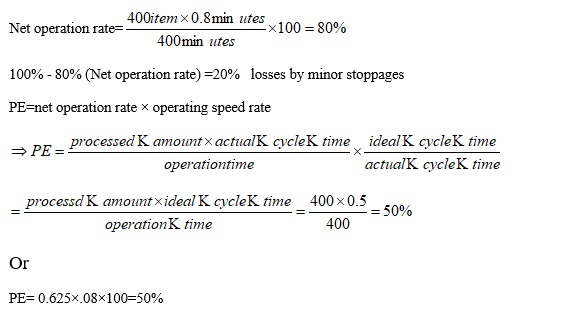
اگر مقدار کیفیت محصول ۹۹% باشد پس داریم
OEE=0.84×۰٫۵×۰٫۹۸×۱۰۰=۴۲%
تحلیل این مقدار:
همانطور که می بینیم علی رغم بالا بودن مقادیر availability و PE مقدار OEE آن بسیار کم و فاجعه آمیز است. اگر چه این مقدار در بسیاری از کارخانجات داخلی و خارجی که TPM را اجرا نکرده اند کاملا عادی است. و نشانه ضعف مفرط در این کارخانه و یا سیستم است. و نشان دهنده اینست که سیستم ما در هر ساعت تنها ۲۲ دقیقه کار مفید دارد. برایرسیدن به سطوح استاندارد باید سیستم را در جهت حذف شش ضایعه بزرگ پیش ببریم که به همین خاطر اجرای TPM به عنوان بهترین راه حل پیشنهاد می شود. زیرا TPM با ابزار ۵S به جنگ ضایعات می رود و این کار اساسا در ذات سیستم TPM می باشد. فرصتی نیست تا چگونگی اینکار را در اینجا بیان کنم ولی در صورت نیاز خواهم کوشید این مساله را بصورت شفاهی باز کنم.
ادامه مثال عملی ازکوره دوار سیمان مازندران برای اردیبهشت ماه ۸۴:

در صورتیکه مقدار کیفیت محصولات۹۵% باشد پس داریم.
OEE= 0.94×۱٫۰۴×۰٫۹۵×۱۰۰=۹۳%
اگر چه در ماه فروردین ظرفیت تولید کارخانه ۱۰۷% بوده ولیکن می توان دید که مقدار OEE، ۹۶% است. البته لازم به یاد آوری است که این رقم، رقم بسیار بالایی است و شاید بتوان آنرا یک رکورد در کشور دانست زیرا این عدد قابل رقابت با بهترین محصولات و کمپانی های دنیاست.
اثرات اجرای TPM روی بهره وری کلی تجهیزات OEE قسمت اول
مقادی استاندارد OEE :
تعییین مقدار استانداردی ثابت در زمینه OEE کمی سلیقگی است اما در بیشتر کتب و مقالات معتبر مقادیر زیر به عنوان استانداردهایی برای کارخانجاتی که TPM را اجرا کرده اند ذکر شده اند.
Availability > 90%
Performance efficiency > 95%
Rate of quality > 99%
Overall equipment effectiveness = 0.90×۰٫۹۵×۰٫۹۹×۱۰۰ >85%
این بدان معنی است که بعد از اجرای TPM باید OEE بالای ۸۵% را داشته باشیم.
اگر شرکتی در هنگام اجرای آغاز TPM مقدار OEE آن برای مثال ۵۰% باشد و بعد از انجام آن به مقدار ۸۵% برسد پس می توان گفت مقدار OEE در این شرکت ۷۰% افزایش در اثر اجرای TPM دارد.
هرگونه افزایش در مقدار OEE نشان دهنده یک افزایش در بهره وری میباشد.
نتیجه گیری:
اهمیت اجرای TPM بر کسی پوشیده نیست امروزه بسیاری از شرکتهای معتبر اروپایی و حتی امریکایی به این سیستم روی آورده اند نکته ای که بسیار مهم است نحوه اندازه گیری پیشرفت کار و مقایسه آن و تعیین جایگاه ما در شرکت نسبت به قبل و نسبت به دیگر شرکتها است در این بین تکنیک OEE به عنوان روشی موثر در این باره بکار می رود. که در این مقاله سعی شد از نکات دیگر که بسیار زیاد نیز می باشند و از اهمیت بالایی نیز برخوردارند نپردازیم تا با فرصت بیشتر به موضوع بحث اشاره کنیم. همچنین مثالی از یک شرکت نا موفق و یک شرکت موفق را در اینجا گنجاندم. باید بدانیم که شرکت سیمان مازندران علی رقم اینکه حدود ۳۰ سال از عمر آن میگذرد اما همچنان با تولیدی بالای ۱۰۰ درصد درحال کار است که این عمر مرهون اجرای درست سیستم نگهداری و تعمیرات و استفاده همزمان از دیگر تکنیک ها مانند CONDITION MONITORING می باشد.
با سپاس فراوان
محمد تقی یوسفی.
ماخذ ها:
تذکر: کلیه منابع به زبان انگلیسی می باشند و بنده هیچ ترجمه ای از آنها را به فارسی ندیده ام.
۱- INTRODUCTION TO TPM by Seiichi Nakajima
۲- TPM- A Route to World- class Performance by peter Wilmot and Dennis M.cCarthy
۳- RCM-gateway to world class maintenance by M. Smith
۴- ۱Systems Engineering Group, Department of Mechanical Engineering, Eindhoven University of Technology, 5600 MB, Eindhoven, the Netherlands
۵- Some beneficial article of science Elsevier site
۶- Some of our references in lulea university of technology